PEUGEOT SPLIT HOUSING (I.R.S.)
Models Covered:
Removal - 1) Raise rear of vehicle and support under rear suspension arms. Remove rear wheels. Loosen but do not remove hub nut.
Disassembly - 1) Remove axle and hub assembly as previously outlined. With hub and axle removed, place assembly in press with adaptor plate beneath hub. Remove hub and press axle assembly out of hub.
Reassembly - 1) Use suitable drift (special tool E) to install oil seal into back side of hub carrier. Drive seal inward until seal is flush with hub carrier. NOTE - All new bearings are fitted with plastic retainer (inside) which holds inner and outer races together. This plastic part must be removed before attempting to install new bearing. Grease bearing with Esso Multiple Purpose Grease H or its equivalent before installing.
3) Tighten carrier nut until it contacts the bearing. Install C4 onto nut C1. Place spanner head "D" on carrier nut and insert bolt C1 fitted with puller C4 into hub carrier. Tighten this assembly into spanner head "D". Tighten carrier nut to 181 ft. lbs. (25 mkg) and remove special tools. Lock carrier nut by peening with punch.
Disassembly - 1) With differential removed, as previously outlined, remove front oil seal support plate. Place carrier housing in holding fixture and place holding fixture in vise. Loosen all bolts and nut of back half of housing. Remove front attaching screws of bearing side plates. Remove six bolts and four nuts holding two halves of housing together. Lift of rear half of housing. NOTE - If necessary, it is permissable to use soft faced mallet to assists in removing rear half of housing.
3) Remove carrier housing from vise and remove holding fixture from carrier housing. Place housing in vise and press on drive end of pinion to remove drive pinion assembly. NOTE - As pinion assembly is pressed out of housing, be sure to catch pinion.
6) To disassemble differential, remove bolts which hold differential housing to ring gear. CAUTION - As parts are separated, catch differential side gear and thrust washer or damage will result to gear. Place special collar, adaptor C over differential shaft. Insert four extractor clamp support rods H3 into four diagonally opposed holes of ring gear. Place special collar adaptor H1 around bearing (see illustration). Tighten Allen screws, on adaptor plate, to 14.5 ft. lbs. (2.0 mkg).
Reassembly & Adjustment - 1) Clean all parts in suitable solvent and blow dry with compressed air. NOTE - Under no circumstances should emery cloth or sharp tools be used to into drive pinion housing. Do not heat housing. Every time ring gear and drive pinion are replaced, they must be replaced as an assembly and the following parts should also be changed: differential side bearings, drive pinion bearings, flex washers, drive pinion nut, differential assembling bolts, drive pinion seal and all other "O" rings and differential seals.
2) Before installing drive pinion rear bearing, check that front bearing slides freely on drive pinion shaft. If any difficulty is experienced, polish shaft bearing surface with fine abrasive until bearing just slides (as free fit) onto shaft. Smooth front of drive pinion shaft with stone to remove any burrs, since front end of shaft serves as contact point during various adjustments. With front bearing fit correct, install pinion rear bearing by using special sleeve C and end pad H2. NOTE - Press down on bearing until bearing is in contact with drive pinion gear shoulder.
3) Place forward half of carrier housing in holding fixture in vise so that housing is in horizontal position. Using special puller-driver, install thrust washer 3, outer bearing races 4 and 5 (back to back) into housing. Use bolt L1, thrust plate L2 and nut L5. Tighten bolt head of L1 to 101 ft. lbs. (14 mkg). Oil bearings with Esso Extra Oil 20 W 30/40 See Fig. 10
5) Install special tool AZ (for measuring pinion depth) into front half of housing and hold in position by means of bridge clamp A3 (see illustration). Tighten nuts of clamp A3 to 7.2 ft. lbs. (1.0 mkg). Equalize distance between bridge pads and housing on both sides by using feeler gauges. Free feeler assembly A2 and ensure that it is in contact with drive pinion.
7) There are two reference marks on hypoid gear end of drive pinion; the first indicates pinion depth and the second corresponds with number of ring gear (matched set). Write down reference number (bottom number) marked on end of drive pinion. To this number, whether positive of negative, add +.30 mm.; to find corresponding guide number. Compare dial indicator reading previously obtained with guide number. The difference between the two numbers represents the thickness (in mm.) of shims to be installed between drive pinion rear bearing outer race and the thrust washer. To find corresponding guide number and calculate thickness of shims, use the following sample calculation. NOTE - The following calculations are given in hundredths of millimeters only.
9) Place drive pinion vertically on work bench and make colored chalk mark down full length of one spline (on drive pinion). Install long spacer, front bearing (fitted backward) and nut J. Place holding fixture N over nut J and use socket C to torque pinion to 203 ft. lbs. (28 mkg).
11) With colored chalk mark as reference take another reading, with dial indicator, between end of shaft and nut J. Find difference between two readings and subtract .06 mm. The number thus obtained is the thickness of shims necessary between front bearing and long spacer. NOTE - Shims are available in increments of .03 mm, use the shim closest to difference obtained in measurement. Install pinion into housing with long spacer, adjusting shims and new nut. Torque nut to 203 ft. lbs. (28 mkg). Use speed wrench attached to tool (socket) C to turn pinion by hand. Use special tool AZ, K1 and dial indicator as described in steps 5) and 6) to check pinion depth. Resulting number obtained should correspond to guide number ,within the following tolarance : +.05 or -.03 mm.
12) Reassemble differential side gear and pinion gears into differential housing, using appropriate thrust washers. Assemble differential side gear to ring gear and assemble ring gear to differential housing, using new bolts. NOTE - Dimples on thrust washer should face gear. Clamp assembly in soft jawed vise and tighten ring gear-gear-to-differential housing bolts. Press new bearings onto differential assembly and oil bearing with plenty of Esso Extra Motor Oil 20 W 30/40.
14) Now clamp assembly in vise with right side facing upward. Install tool (clamp) P and hand tighten only. Rotate pinion spline five turns in both directions and recheck tightness of clamp P and retighten rear cover nuts.
16) Press downward on arm 1 until it abuts. In this position dial indicator reads backlash between drive pinion and ring gear. Note the reading and repeat this operation at the three gaps in tool R. NOTE - Before taking each reading, make sure dial indicator has been set to zero. Write down two extreme readings. If difference between maximum and minimum reading exceeds .10 mm, check for dirt or burrs on teeth. Subtract minimum from maximum to determine thickness of shims to be installed on left-hand side under side thrust plate.
18) Place tool KZ on flat surface of right hand front housing with dial indicator long feeler (foot) resting on outer bearing race. make sure dial indicator does not rest on both front and rear housings, only on front or rear. Adjust dial indicator to obtain 1.00 mm on hand and zero dial face. Remove dial indicator and place on machined surface to determine difference in two readings, which indicates depth of outer race. NOTE - Do not forget to subtract 1.0 mm upon which dial indicator was zeroed. To obtain correct calculation, add .25 mm to difference between dial indicator reading and preset depth of 1.0 mm (see sample calculation following).
19) Place dial indicator on right-hand side plate with dial indicator feeler (foot) on outside machined surface (see illustration). Adjust dial indicator to obtain reading of "1.00" and zero face. Place dial indicator on machined surface and note reading. NOTE - Displacement of needle represents height of collar on plate. To calculate height see sample calculation
21) Refer to steps 15) through 17) to determine and compensate for backlash. Install necessary shims and tighten side cover bolts. Install assembly into vehicle as previously outlined.
2) Use press to remove constant velocity joint. NOTE - There is no need to remove three punch marks on end of shaft as they will disappear during removal procedure.
2) When reinstalling metal covers, note there are two different sizes. The shorter one fits on the wheel side of the shaft. After installing constant velocity joints onto their respective shafts, use punch to peen shaft at three equadistant places on end of shaft.
 3) If nylon bushing (stop) wasremoved, insert new bushing (stop), then insert washer over bushing and peen washer in three equadistant places. Before installing cover over CV joint housing, grease inside of housing and replace "O" ring. With cover over housing and assembly placed in press to hold tension, peen over cover. Install axle assembly as previously outlined.
3) If nylon bushing (stop) wasremoved, insert new bushing (stop), then insert washer over bushing and peen washer in three equadistant places. Before installing cover over CV joint housing, grease inside of housing and replace "O" ring. With cover over housing and assembly placed in press to hold tension, peen over cover. Install axle assembly as previously outlined.
Models Covered:
- Peugeot 504 Sedan
- Peugeot 604 Sedan
DESCRIPTION
Hypoid type differential is housed in a split case which is bolted to the rear suspension cross member. A torque tube houses the drive shaft which is splined to the drive pinion. Ribbed aluminum alloy housing attaches to torque tube at front by flange and four nuts. Stub axle shafts (half shafts) are driven by differential side gears through tripod type joints.
AXLE RATIO AND IDENTIFICATION
Axle ratio and identification may be found at the left front side of the housing next to the torque tube flange. To determine axle ratio, count number of pinion teeth and divide into number of ring gear teeth. Differential numbering such as "5.A.0001" indicates 9X35 ratio, 4 indicates 9X34 ratio and 7. indicates 10X37 gear set.
REMOVAL AND INSTALLATION
AXLE SHAFT AND BEARINGS
 |
| Fig. 1 Forcing Axle Assembly Out of Lower Control Arm |
2) From rear brake caliper removes anti-chatter spring, lock pin arrangement and brake disc pads. Open brake line clamp, located on lower control arm, and move brake line clamp, located on lower control arm, and move brake line upward. Hang brake caliper from vehicle in such a way that brake line is not stressed.
3) Remove bolts attaching brake rotor to hub. Mark rotor-to-hub position and remove rotor.
4) With rotor removed, insert socket (on extension) through hole in hub. Remove bolts securing axle hub bearing support-to-lower control arm.
5) To remove axle complete with hub and bearing support work from rear (see illustration) and use two bolts and plate (special tools B1, B2 and B3 of tool set 8.0521). With plate installed between hub and bearing support, insert the two bolts as illustrated, and alternately tighten both bolts until axle assembly is pressed free of lower control arm.
6) With axle assembly pressed out of lower control arm, remove axle assembly from rear carrier housing. NOTE - When removing axle assembly from rear carrier, take care not to damage carrier seal. Remove axle assembly through lower control arm. With axle removed, place axle assembly in press with adaptor plate located just below hub. Remove hub nut and washer. Press axle out of hub.
Installation - To install, reverse removal procedures and observe the following precautions:
1) Before assembling hub to axle bearing support, grease spline of axle stub. NOTE - When installing hub nut, tighten only by hand. Before installing axle assembly into carrier housing, make sure carrier side seal is in perfect condition. Smear grease between lips of seal and grease drive axle splines.
2) Use new washer, when assembling bearing support-to-lower control arm. Tighten bolts to specifications. When installing brake caliper, use new washers and tighten bolts to specifications. When installing brake anti-chatter springs onto caliper, make sure arrow of spring is facing normal direction of rotation.
3) When installing hub nut, tighten to specifications and peen the nut. After installing road wheels, check level of grease in carrier housing.
NOTE - Following procedures are written for 504. Procedures for 604 are similar.
 |
| Fig. 2 Exploded View of Peugeot I.R.S. Drive Axle Assembly |
PINION FLANGE AND SEAL
1) Raise and support vehicle. Remove exhaust pipe assembly and allow it to rest on rear crossmember. Remove both Allen screws securing carrier housing and allow housing to rest on rear crossmember.
2) Inside vehicle, remove rear seat cushions. Loosen three nuts on "T" shaped metal bracket and remove first nut. Bend up "T" bracket and remove plastic plug from guide hole. Insert special guide pin K1 into guide hole and tighten pin with special bar K2. Leave K2 in guide pin and remove other two lock nuts. Lower crossmember until special bar K2 is resting on floorboard. NOTE - Some operation should be carried out on both sides.
3) Remove four nuts securing carrier housing to propeller shaft tube. Move carrier housing rearward and allow it to rest on wooden block. Remove spring located inside propeller shaft.
4) Remove seal support plate from front of carrier and place in vise. Throughly clean front oil seal housing and remove oil seal by using pry bar. NOTE - When prying out old oil seal, take care not to damage insert deflector, because any damage to oil seal deflector necessitates replacement of complete oil seal housing.
5) Use seal driver to seat new oil seal in housing. Drive seal inward until it is flush with oil seal housing. Coat new seal in engine oil and place seal housing on carrier housing.
Installation - To install, reverse removal procedure and note the following precautions. Use all new washers and tighten all bolts to specifications.
DIFFERENTIAL ASSEMBLY
Removal - 1) proceed as with Axle Shafts & Bearings and Pinion Flange and Seal removal and installation and continue as follows.
2) Drain differential. Remove brake compensator lever pivot from frame (504 only). On 604 only, remove rear muffler flexible mounting nuts and lower heat baffle.
3) Remove assembly by pulling to rear and then to the left. Propeller shaft must be held in position to prevent it from moving back with differential.
Installation - To install, reverse removal procedure noting that splines are greased and propeller shaft spring is placed into rear end of propeller shaft.
REAR HUBS AND HUB CARRIER BEARING & SEALS
 |
| Fig. 3 Axle Shaft From Hub Assembly |
2) Place hub-carrier assembly in soft jawed vise. To remove carrier nut, install spanner nut plate (special tool D) over carrier nut and lock spanner nut in place by inserting long bolt (special tool C1) upward through hub assembly. Use open end wrench on spanner and fulcrum advantage extension (see illustration). Unscrew and remove nut.
3) Place special tool C3 inside hub carrier and install puller (special tool C4 and C1) into hub carrier. Tighten puller bolt (C4) until hub is completely withdrawn.
4) Remove puller and thrust pod C3. Remove double bearing using C2 and a press. Turn carrier over, in the vise and pry out seal.
 |
| Fig. 4 Removing Double Bearing From Hub Assembly |
2) Insert double lipped seal into carrier nut assembly using some drift (E). Insert bearing, with inner and outer races held together, into hub-carrier assembly. NOTE - Installation of bearing must be completed with use of press or special tool. Procedure for using special tools will be only procedure described.
 |
| Fig. 5 Installing Hub Into Support Housing |
4) Install bolt C1 and nut C2 into carrier assembly. Install hub and screw down on nut C2 until nut contacts bearing. Coat splines of stub axle with Molycote 321 and insert stub axle into carrier assembly. Install washer and hub nut, hand tight. Install assembly onto vehicle in reverse order of disassembly.
NOTE - Overhaul procedures are written for 504 Independent Rear Suspension differentials. Procedures for 604 are similar.
DIFFERENTIAL
 |
| Fig. 6 Using Special Socket to Remove Drive Pinion |
2) Loosen vise and rotate holding fixture to allow front of housing to be in horizontal position. Install special spanner tool N (hexagonal sleeve with bolt tang) over end of drive pinion nut and secure to holding fixture with bolt through tang (see illustration. Install drive pinion holding socket M (splined sock) over pinion spline. NOTE - To loosen drive pinion nut, pinion spline is turned while nut is held steady. Turn wrench clockwise to loosen drive pinion nut.
 |
| Fig. 7 Removing Drive Pinion Rear Bearing Outer Race |
4) To remove drive pinion rear bearing outer race, install parts of special puller-driver tool L. Install bolt L1, extractor L4 and support plate D. Turn bolt counterclockwise to remove outer race.
5) To remove drive pinion front outer race, install parts of special puller-driver tool L. Install bolt L1 and extractor L3. Turn bolt clockwise to remove front outer race. Now place drive pinion in vise and press off drive pinion rear tapered and fits over drive pinion gear and against shoulder of rear bearing.
 |
| Fig. 8 Removing Differential Side Bearings |
7) Place press pad H2 on ring gear, in center of bearing. Using press, remove ring gear. Use same procedure to remove bearing from differential case.
8) Use drift punch to remove differential pinion shaft-to-pinion gear retaining pin. Then remove pinion shaft, pinion gears, spacers washers, differential side gears and thrust washers.
 |
| Fig. 9 Installing Drive Pinion Bearing |
 |
| Fig. 10 Installing Drive Pinion Bearing Outer Race |
4) Install drive pinion into housing with rear bearing, long spacer, front bearing and nut. Install special spanner tool (hexagon sleeve with bolt tang) over end of drive pinion nut and secure to holding fixture with bolt through tang (see illustration). Install drive pinion holding socket M (splined socket) over pinion spline. Torque nut to 7.2 ft. lbs. (1.0 mkg). Rotate drive pinion in both directions and again tighten nut. Continue operation until nut can no longer be tightened less than torque specification.
 |
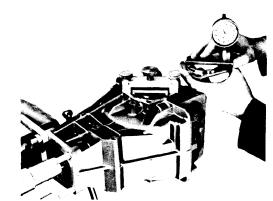
| Fig. 11 Measuring Drive Pinion Installed Depth |
6) Install dial indicator onto holder K1. Position latter so that dial indicator foot guide is resting on upper surface of A2. Adjust height of dial indicator so that small hand is set to "3" (for example). Turn dial face to zero indicator. Slide support K1 to bring dial indicator foot into contact with machined surface of AZ. Movement of dial indicator indicates depth of A2. Write down value obtained.
 |
| Fig. 12 Identification Marks on Drive Pinion Gear |
Sample Calculation
Constant Added to Determine Guide Number................ .30
Number on End of Drive Pinion..................................... -.04
Resulting Guide Number................................................ .26
Dial Indicator Reading from Step 7)............................... .67
Subtract Guide Number (Obtained Above)............... .... -.26
Total Shim Thickness Required..................................... *.41
* = Hundredths of a millimeter (mm).
8) Remove tool AZ and drive pinion from front housing. Use puller-driver tool to remove drive pinion rear bearing outer race from front housing. Install thrust washer and shims (previously determined) then reinstall rear bearing outer race. Torque puller-driver tool to 101 ft. lbs. (14 mkg), to seat.
 |
| Fig. 13 Measuring Drive Pinion Depth |
10) Screw dial indicator onto extension K2. Place dial indicator on end of drive pinion and make sure that extension K2 faces chalk mark on pinion spline and rests on machined surface of nut J. Move dial indicator to bring hand to 0. Remove dial indicator and lay aside, making sure reading is not changed. Remove nut J and front bearing . Place pinion into front housing with long spacer and front bearing. Torque nut J to 7.2 ft. lbs. (1 mkg). Rotate pinion 10 turns conterclockwise and retorque.
 |
| Fig. 14 Measuring Shim Thickness for Drive Pinion Depth |
 |
| Fig. 15 Exploded View of Differential Case Components |
13) With front housing held by holding fixture, place holding fixture in vise (as illustrated). Coat machined surfaces with gasket adhesive. Apply oil to bearing recesses. Install differential assembly. Install rear housing cover by means of four nuts with new washers and tighten nuts. Install bearing left side plate with new bolts and washers. Tighten bolts. Loosen four nuts on rear cover and retighten by hand.
 |
| Fig. 16 Installing Special Tension Tool on Right Side |
15) Move assembly in vise to its normal upright position. Install backlash measuring tool R horizontally makng sure that one of the radial grooves in ring gear face is in line with double quotation mark " " of device. Lock central screw and install support rod Q2 in front upper housing. Mount dial indicator using holder Q3 so that dial indicator feeler (foot) is resting between two marks found on flat side of tool R and so that feeler (foot) and tool R form a right angle. Turn pinion carefully clockwise to set dial indicator small hand to "5". Adjust dial indicator face to "0" while applying upward pressure on arm 1. See Fig. 17.
 |
| Fig. 17 Measuring Ring-to-Pinion Gear Backlash |
17) Remove backlash measuring tool and clamp tool P. Place indicated shims into housing on bearing outer race, install new "O" ring and thrust plate iwth new oil seal. Install four bolts whick retian this plate to housing. Reinstall assembly into vise with right side up. Hand tighten central screw on tool P, while turning drive pinion.
| Fig. 18 Installing Tool for Measuring Side Cover Shim Thickness |
Sample Calculation
Measurement On Machined Surface........................ 7.15 mm
Measurement in Housing.........................................-1.00 mm
Difference Between These....................................... 6.15 mm
Constant To Be Added...........................................+ .25 mm
Total...................................................................... 6.40 mm
 |
| Fig. 19 Measuring Depth of Side Cover |
Sample Calculation
Measurement On Machined Surface...................... 7.29 mm
Dial Indicator Reading Before Zeroing...................-1.00 mm
Height of Collar (Total)......................................... 6.29 mm
20) Subtract number obtained in step 19) from number obtained in step 18). The resulting number is correct thickness of shims to be placed between outer bearing race and side cover. NOTE - Shims come in thickness increments of .10 mm. Install shims and side plate, tighten all bolts.
 |
| Fig. 20 Removing Protective Cover From Axle Assembly |
REAR DRIVE AXLES
Disassembly - 1) With drive axles removed as previously outlined and hub assemblies removed from axles (also previously outlined), clamp drive axle vertically in soft jawed vise. Place adhesive tape on oil seal bearing surface. Using suitable pliers, uncrimp upper edge of metal cover (see illustration). Using soft faced hammer, gently tap downward on cover to uncover constant velocity joint. Place adhesive tape around CV joint. NOTE - Constant velocity joint is not repairable and must be replaced as a unit. Remove as much grease as possible, but do not dip components in degreasing agent.
 |
| Fig. 21 Removing Constant Velocity Joint |
3) Remove protective cover (metal) and rubber ring. Remove other "U" joint in same manner as previously described. From outside of CV join housing, remove "O" ring. From inside remove all grease. If nylon bushin on inside of CV joint housing is damaged, remove nylon with chisel.
4) Remove retaining washer with screw driver. Use small stone and drill to remove any burrs in housing. When this operation is complete, clean inside of housing and blow dry with compressed air.
Reassembly - 1) To reassemble, reverse disassembly procedure with the following precautions:
 |
| Fig. 22 Protective Covers for Installation on Axle Assembly |