Models Covered:
2) Remove bearing caps and adjusters, then withdraw differential assembly from carrier, making sure side bearing races remain with their respective bearings. If necessary for replacement, use a suitable puller and remove side bearings from gear case. Straighten lock tabs, remove ring gear attaching bolts, and separate ring gear from gear case.
Pinion Depth Adjusting Shims
Pinion Bearing Preload (W/ Collapsible Bearing Spacer) - 1) Position drive pinion in carrier and install bearing spacer. Place front pinion bearing in position on pinion gear, hold gear fully forward, and drive bearing over pinion until seated. Apply grease to lip of pinion oil seal and install seal into carrier. Install flange on pinion by tapping with a soft hammer. Install pinion washer and nut. Before tightening nut (when pinion preload is zero), check oil seal drag using a torque wrench. Tighten pinion nut as follows:
2) On RX-4 and Cosmo models, install a thrust washer on each differential side gear and install into case halves. Position pinion gears on spider and install spider into differential case half. Align identification marks, mate case halves, and install and tighten retaining bolts.
4) If equipped with thrust block, remove pinion shaft, install thrust block, and reinstall pinion shaft. On all models except RX-4 and Cosmo, drive lock pin into case to secure pinion shaft. Using a punch, stake lock pin hole to prevent pin from working loose. On all models, mount ring gear on case, then install and tighten ring gear attaching bolts. If removed, install differential side bearings.
2) Mount a dial indicator to carrier flange so button of indicator contact one of the ring gear teeth at a right angle, then check backlash between ring and pinion gears. Using the spanner wrench, turn both bearing adjusters equally until backlash is as specified in Axle Assembly Specifications.
- GLC
- Mizer
- 808
- RE Pickup
- RX-3SP
- RX-4
- Cosmo
DESCRIPTION
Axle housing is banjo type with removable differential carrier and semi-floating axle shafts. Ring and pinion are hypoid type, in which centerline of pinion is set below centerline of ring gear. Differential case may be either two pinion or four pinion design. The axle shafts are retained in housing by ball bearing and bearing retainers at axle housing outer ends.
AXLE RATIO AND IDENTIFICATION
All Mazda models use one basic type of rear axle assembly. Any differences in Removal and Installation or Overhaul procedures will be noted where they occur. To determine axle ratio, divide number of ring gear teeth by number of pinion teeth.
REMOVAL AND INSTALLATION
Axle Shafts and Bearings
Removal (All Exc. Pickup) - Remove wheel and tire assembly and brake drum or disc. Remove brake shoes and return springs (drum brake models). Remove center cap adapter (if equipped). Remove brake backing plate and bearing retainer to axle housing. use slide hammer and adapter to remove axle shaft assembly from housing.
Bearing Replacement (All Exc. Pick-Up) - Remove axle bearing and collar using a press and a suitable bearing adapter (49 0259 745). NOTE - If pressure necessary to remove bearing exceeds 10 tons, or if bearing adapter is not available, grind bearing retaining collar down and cut with a chisel to remove. To reassemble, apply a light coat of oil to axle shaft and place bearing retainer and spacer on shaft. Position bearing on shaft with sealed side toward axle shaft flange, then press bearing on shaft until spacer contacts shaft shoulder. Next, press bearing retaining collar on shaft until it seats firmly against bearing. NOTE - Do not press bearing, and collar on shaft at the same time. In addition, if collar is installed with less than 3 tons pressure, replace with a new part.
Installation (All Exc. Pick-Up) - 1) Apply a light coat of grease to oil seal in axle housing. Check axle shaft end clearance as follows: Install backing plate and gasket temporarily and measure depth of bearing seat in axle housing. Then, measure width of axle bearing outer race. The difference between the two measurements indicates the required thickness of shim.
2) Shims are available in thicknesses of .004" (.1 mm) and .016" (.4 mm). After selecting correct shim pack, apply sealant to shims and position brake backing plate and shims on axle housing. Install axle shaft assembly in housing using a new gasket, then install and tighten retainer bolts. At this time, recheck end play; maximum end play allowable is .004" (.1 mm). Install brake shoes, return springs, brake drum, and wheel and tire assembly.
Removal (Pickup) - Remove wheel and tire assembly, then remove brake drum and brake shoes. Remove parking brake cable retainer and disconnect brake lines at wheel cylinders. Remove nuts attaching backing plate and bearing housing to axle housing, then pull axle shaft, backing plate, bearing housing assembly, and shims off axle housing.
Bearing Replacement (Pickup) - Straighten tabs of lock washer, and using suitable spanner wrench (49 0603 622A), remove lock nut and lock washer. Using a puller, withdraw bearing and housing assembly from axle shaft, then remove backing plate. Remove bearing and oil seal from housing. To reassemble, reverse disassembly procedure.
 |
| Fig. 1 Axle Shaft Assembly (Except Pickup) |
 |
| Fig. 2 Axle Shaft Assembly (Pickup) |
Installation (Pickup) - 1) Install axle shaft, backing plate, and bearing housing to rear axle housing, temporarily attaching with two bolts and nuts. Mount dial indicator on backing plate and check axle shaft end play. End play should be .002-.006" (.05.-.15 mm).
2) NOTE - If both axle shafts were removed, a special procedure must be followed: The end play for this first axle shaft installed should be set to .026-.033" (.65-.85 mm). The second axle shaft installed should be set to the normal end play of .002-.006" (.05.-15mm).
3) After installing correct shim pack, install and tighten oil attaching bolts and nuts. Install brake shoes and drum. Connect fluid lines to wheel cylinders, adjust brakes, and bleed system. Install and tire assembly.
DIFFERENTIAL CARRIER
Remove & Installation - Raise vehicle until rear wheels are clear of ground. Remove drain plug and drain rear axle lubricant, reinstall plug and tighten. Remove axle shafts. Mark propeller shaft and pinion flange for reassembly reference, then disconnect propeller shaft.Remove carrier attaching nuts and withdraw carrier from axle housing. To install, reverse removal procedure, making sure to refill axle with lubricant.
OVERHAUL
Disassembly
1) Mount carrier in a suitable repair stand. Attaching a dial indicator to carrier (with button of indicator contacting back face of ring gear) and check ring gear deflection. Maximum allowable deflection is .004" (.1 mm); replace ring and pinion if above specification. Punch identification marks on side bearing supports of carrier, differential bearing caps, and side bearing adjuster. Remove adjuster lock plates, loosen bearing cap attaching nuts or bolts, and slightly back off adjusters to relieve preload.
 |
| Fig. 3 Measuring Drive Pinion Installed Height |
3) On all models except RX-4 and Cosmo, drive out differential pinion shaft lock pin with a punch and remove pinion shaft. Rotate pinion gears 90 degrees and remove gears, thrust washer, thrust block (if equipped), and differential side gears. On RX-4 and Cosmo models, remove bolts joining differential case halves and separate case. Remove side gears, thrust washers, pinion gears, and spider.
4) On all models, remove pinion nut and pinion flange. Remove drive pinion and rear bearing assembly, adjusting shims (if equipped), spacer, and bearing collar (if used). NOTE - It may be necessary to tap end of pinion with a soft hammer to remove from carrier. Remove front oil seal and with draw from pinion bearing. Using a press, remove rear bearing from drive pinion, then lift off pinion adjusting shim. If necessary for replacement, use a drift punch and remove pinion bearing races from carrier.
REASSEMBLY AND ADJUSTMENT
Drive Pinion Depth - 1) NOTE - The use of a suitable dial indicator assembly (49 0727 570) and pinion gauging set (49 0305 555), all except B1600; or (49 0603 55A, B1600) is required for this procedure. Install dial indicator on gauge body, place gauge body on a surface plate and preload indicator .04"-.12" (1-3 mm). When preloaded, turn outer ring of indicator assembly to "zero" gauge.
2) Make sure differential bearing bores are free of dirt and burn, then install drive pinion, dummy bearing, and original pinion depth shim into carrier. Place gauge block on pinion and position indicator assembly on black so button of indicator contacts lowest portion of differential bearing bore.
3) Record the amount indicator moves in a "+" (plus) or, "-" (minus) direction from zero. Remove gauging assembly and pinion from carrier. Check rear face of pinion for the machining correction figure. If pinion is marked "+" (plus), SUBTRACT amount specified on pinion from dial indicator reading; if marked "-" (minus). ADD amount to indicator reading NOTE - Figures on pinion are hundredth millimeters.
4) Place dummy bearing and rear pinion bearing on surface plate and compare heights. If pinion bearing is higher than dummy bearing. SUBTRACT difference from dial indicator reading; if pinion bearing is lower than dummy bearing. ADD amount to indicator reading.
5) Select correct pinion depth adjusting shim to be used for reassembly by adding or subtracting the amount determined in steps 2), 3), and 4) from the thickness of the original pinion depth shim used during gauging process. Position correct shim on pinion and install pinion bearing.
 |
| Fig. 4 Exploded View of Mazda Rear Axle Assembly Showing Both Two and Four Pinion Type Differential |
(All Models Except RX-4 & Cosmo)
Identification Mark Thickness In. (mm)
08.............................................................. .121 (3.08)
11.............................................................. .122 (3.11)
14.............................................................. .124 (3.14)
17.............................................................. .125 (3.17)
20.............................................................. .126 (3.20)
23.............................................................. .127 (3.23)
26.............................................................. .128 (3.26)
29.............................................................. .130 (3.29)
32.............................................................. .131 (3.32)
35.............................................................. .132 (3.35)
38.............................................................. .133 (3.38)
41.............................................................. .134 (3.41)
44.............................................................. .135 (3.44)
47.............................................................. .137 (3.47)
52.............................................................. .139 (3.52)
55.............................................................. .140 (3.55)
58.............................................................. .141 (3.58)
61.............................................................. .142 (3.61)
64.............................................................. .143 (3.64)
67.............................................................. .145 (3.67)
70.............................................................. .146 (3.70)
73.............................................................. .147 (3.73)
Pinion Bearing Preload (W/ Solid Bearing Spacer) - 1) Position drive pinion and rear bearing assembly into carrier, then install bearing spacer and preload shims onto pinion. Install front pinion bearing and pinion flange (do not install oil seal at this time). Install pinion nut and tighten to 110 ft. lbs. (15 mkg) on 1200 models, or 130 ft. lbs. (18 mkg) on R-100 models.
 |
| Fig. 5 Installing Drive Pinion Bearing Collapsible Spacer |
Application Ft. Lbs. (mkg)
GLC, Mizer, 808, RX-35P............. 94 (13)
RX-4 & Cosmo...................... 101(14)
RE Pickup...................................... 145(20)
2) With nut tightened, check preload using a torque wrench mounted on pinion nut. If preload is not specified (see Axle Assembly Specifications), continue tightening nut and checking preload until specified preload is obtained. CAUTION - Preload builds quickly. Nut should be tightened a little at a time and preload checked after each slight amound of tightening.
Case Assembly - 1) On all models except RX-4 and Cosmo, install a thrust washer on each differential side gear and install into case. Through openings in gear case, insert pinion gears exactly 180 degrees opposite each other. Rotate pinion gears 90 degrees so holes in gears line up with pinion shaft holes in gear case. Insert pinion shaft through case and pinion gears.
 |
| Fig. 6 Installing Pinion Shaft and Lock Pin |
3) On all models, check backlash between side gears and pinion gears. Backlash should be less than .004" (.1 mm) ; if not, install selective thrust washers to bring backlash within specifications. Washers are available in thicknesses of .063" (1.6 mm), .067" (1.7 mm), .071" (1.8 mm), .079" (2.0 mm), .083" (2.1 mm), and .087" (2.2 mm). NOTE - Always use same thickness thrust washer for both side gears.
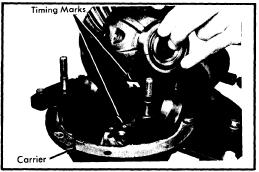 |
| Fig. 7 Installing Differential Assembly in Housing |
Backlash and Side Bearing Preload - 1) Place differential case assembly into carrier making sure timing marks on ring and pinion gears are aligned. Install bearing adjusters and bearing caps, then tihgten bearing cap nuts or bolts finger tight. Turn adjuster with suitable spanner wrench (49 0259 720) until bearing end play is eliminated and some backlash exists between ring gear and pinion. Slightly tighten one bearing cap nut or bolt on each side of carrier.
 |
| Fig. 8 Adjusting Differential Bearing Preload (Case Spread) |
3) Differential bearing preload (case spread) is obtained by tightening bolt bearing adjusters equally. Tighten adjusters until the distance between pilot section of side bearing caps as specified in Axle Assembly Specifications. Tighten bearing cap nuts or bolts, then recheck backlash adjustment. Make a gear tooth pattern check to insure correct assembly, then install adjuster lock plates on bearing caps.

